








How to Choose the Right Drill Bit for Any Material
Choosing the wrong drill bit is one of the most common and costly mistakes in any machine shop or workshop. A bit that is too soft will dull within seconds on hard steel. One with the wrong geometry will chatter, produce an oversized hole, or snap without warning. Get it right, however, and you will drill cleaner, faster and for far less cost per hole.
This guide covers everything you need to make an informed decision: drill bit materials, coatings, geometry, speed and feed guidance, and material-by-material recommendations. Whether you are a seasoned machinist or a buyer specifying tooling for a production line, this is your complete reference for drill bit selection.
The Three Core Drill Bit Materials
The substrate, the base material of the drill bit itself, is the single most important factor in determining tool life, cutting speed and suitability for a given application. There are three main categories you will encounter.
High Speed Steel (HSS)
HSS drill bits are the workhorse of the cutting tool world. Made from an alloy of steel, tungsten, chromium, vanadium and molybdenum, they offer a solid balance of toughness, cost-effectiveness and versatility. An HSS drill bit can withstand the heat generated by cutting at speeds that would destroy ordinary carbon steel tools.
HSS is the right choice for general-purpose drilling in mild steel, aluminium, brass, copper, wood and many plastics. For low-to-medium volume work where cost is a primary concern and tolerances are not exceptionally tight, HSS is hard to beat.
Common grades: M2 (general purpose), M7 (improved toughness), M42 (high cobalt content for harder materials; see below).
Cobalt (HSCo) Drill Bits
Cobalt drill bits are a step up from standard HSS. The addition of cobalt, typically 5% (M35 grade) or 8% (M42 grade), significantly improves heat resistance and hardness at elevated temperatures. This makes them the preferred tool for materials that generate substantial heat during cutting, or that work-harden rapidly.
Stainless steel is the classic example. Drill too slowly or with insufficient feed, and stainless steel will work-harden ahead of the cutting edge, dulling or snapping your tool. Cobalt bits handle this challenge far more reliably than standard HSS. They are also the go-to choice for high-tensile steels, nickel alloys and cast iron.
Cobalt bits cost more than HSS equivalents but are still significantly cheaper than solid carbide. For job shops and workshops that regularly tackle demanding materials but do not require the cycle times of CNC production drilling, cobalt is often the sweet spot.
Solid Carbide Drill Bits
Solid carbide drill bits are manufactured from tungsten carbide, one of the hardest engineering materials in existence. They are far harder and more wear-resistant than either HSS or cobalt, and they maintain their cutting edge at temperatures that would destroy high speed steel entirely.
In production environments, CNC machining centres and high-volume component manufacturing, solid carbide is almost always the most cost-effective choice when measured on a cost-per-hole basis. The upfront cost is higher, but the tool life, cutting speeds and hole quality are in a completely different league.
Carbide is brittle compared to HSS. It does not flex; it fractures. This makes rigid, vibration-free setups essential. Carbide drill bits are therefore most at home in CNC machines with solid workholding and through-coolant capability.
Quick Reference: Which material to choose?
HSS: General-purpose drilling, mild steel, aluminium, plastics, wood. Low-to-medium production volumes. Best value entry point.
HSCo (Cobalt): Stainless steel, high-tensile steel, nickel alloys, cast iron. Medium production volumes. Excellent heat resistance.
Solid Carbide: High-volume CNC drilling, hardened steels, exotic alloys, composite materials. Demanding tolerances. Highest performance and longest tool life per hole.
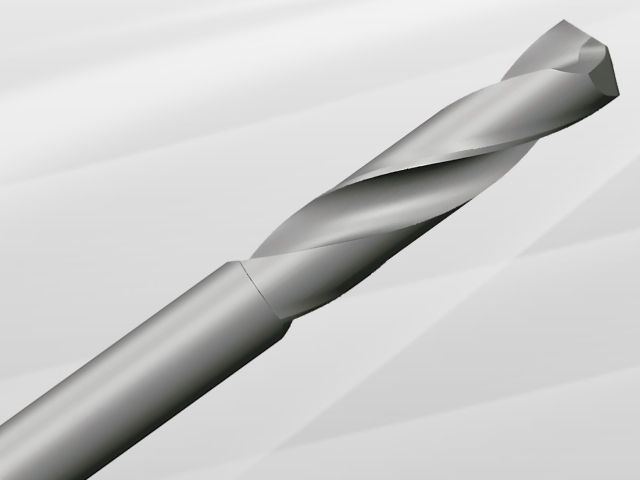
Drill Bit Geometry: Point Angle, Helix and Flute Design
Material selection gets you most of the way there, but geometry determines how your drill performs in practice. Three geometric factors matter most: the point angle, the helix angle and the flute form.
Point Angle
The point angle is the included angle at the tip of the drill. It directly affects how the drill enters the workpiece, how much thrust is required and how it handles different materials.
| Point Angle | Best For | Characteristics |
|---|---|---|
| 90° | Soft materials, plastics, wood | Aggressive cut, low thrust required, can cause breakthrough tear-out in metals |
| 118° | General purpose (mild steel, aluminium) | Standard for most HSS jobber drills; versatile across many materials |
| 135° (split point) | Stainless steel, hard materials, interrupted cuts | Self-centring, reduced thrust, less tendency to walk on hard surfaces |
| 150°+ | Very hard or abrasive materials | Distributes cutting load across a wider edge; reduces chipping risk in hard substrates |
Helix Angle
The helix angle governs chip evacuation and the balance between cutting aggression and edge strength. A low helix angle (around 15–20°) is suited to hard, brittle materials like cast iron, where chip evacuation is less demanding and edge strength is paramount. A standard helix (28–30°) covers most steel applications. A high helix angle (35–45°) is ideal for aluminium and soft non-ferrous materials, where rapid chip evacuation prevents clogging and the soft material benefits from a more aggressive rake.
Flute Form and Number of Flutes
Most general-purpose drill bits have two flutes, a parabolic or conventional profile depending on the application. Two flutes provide an excellent balance of chip space, edge strength and simplicity of regrinding. Some specialist drills for high-feed applications in aluminium or deep-hole drilling use a parabolic flute profile, which offers superior chip evacuation. Multi-flute designs are less common in drilling than in milling, but step drills and certain carbide designs may use three or more flutes to improve hole quality and surface finish in specific applications.
Material-by-Material Recommendations
Knowing the theory is useful; knowing the right call for your specific material is what counts on the shopfloor. Here is a practical breakdown by workpiece material.
Mild Steel and Low-Carbon Steel
Standard M2 HSS with a 118° point angle is perfectly adequate for most mild steel applications. For production volumes or where longer tool life is needed, step up to HSCo M35. Use a soluble oil or cutting fluid to dissipate heat and extend tool life. Cutting speeds of 25–35 m/min are typical for HSS; 40–60 m/min for carbide in CNC applications.
Stainless Steel
Stainless steel is notoriously demanding. Its tendency to work-harden is the enemy of drill bits. You must use cobalt (HSCo) or solid carbide, apply consistent feed pressure to keep the edge cutting (never dwell), use a quality cutting fluid, and keep speeds conservative, typically 10–18 m/min for HSCo. A 135° split point is strongly recommended to reduce the risk of walking and to minimise work-hardening at entry.
Aluminium and Non-Ferrous Alloys
Aluminium requires a different approach. The material is soft but has a strong tendency to adhere to the cutting edge, a phenomenon known as built-up edge (BUE), which quickly destroys hole quality. Use a high-helix drill (35–45°), keep the cutting edge very sharp and use a lubricant such as WD-40, neat cutting oil or a dedicated aluminium cutting fluid. HSS works well at moderate volumes; solid carbide with a polished flute is the choice for high-volume CNC work.
Cast Iron
Cast iron is abrasive but dry-machinable in most grades. The material produces short, brittle chips rather than long stringy swarf, so chip evacuation is rarely the primary concern. Use HSCo or solid carbide for extended production runs. A lower helix angle suits the material's chip character. Avoid cutting fluids with grey cast iron as thermal shock can cause cracking; use air blast instead.
Titanium Alloys
Titanium is one of the most challenging materials to drill. It has low thermal conductivity, meaning heat concentrates at the cutting edge, a tendency to work-harden and a high coefficient of friction. Only solid carbide should be considered for serious production work. Keep speeds low, feeds high, use a dedicated titanium cutting fluid applied at high pressure, and avoid dwell. Chip evacuation is critical; parabolic flutes help significantly in deep-hole applications.
Plastics and Composites
Plastics vary enormously. Thermoplastics like nylon, PTFE and polycarbonate can melt around the drill bit if insufficient cooling is used or speeds are too high. For most plastics, a sharp HSS bit at relatively low speed with low feed, and occasional retraction for chip clearance, produces good results. Carbon fibre reinforced polymer (CFRP) is a different challenge entirely, highly abrasive, demanding solid carbide or diamond-coated tools, with the brittle fibres requiring a very specific geometry to avoid delamination at the exit face.
Cutting Speed and Feed Rate: Getting the Numbers Right
Incorrect speeds and feeds are responsible for more broken drill bits than any other single factor. Too fast and you burn the cutting edge; too slow and you risk work-hardening and rubbing rather than cutting. The table below provides a starting point, always verify against the tool manufacturer's specific recommendations and adjust based on your machine, setup and coolant conditions.
| Tool Material | Workpiece Material | Cutting Speed (m/min) | Coolant |
|---|---|---|---|
| HSS M2 | Mild steel | 25–35 | Soluble oil |
| HSCo M35 | Mild steel | 30–45 | Soluble oil |
| HSCo M35/M42 | Stainless steel (304) | 10–18 | Neat cutting oil |
| Solid Carbide | Stainless steel | 40–80 | Through-tool coolant |
| HSS M2 | Aluminium | 60–90 | WD-40 / soluble oil |
| Solid Carbide | Aluminium | 120–200+ | MQL or soluble oil |
| HSCo M35 | Cast iron | 20–30 | Dry / air blast |
| Solid Carbide | Titanium (Ti-6Al-4V) | 15–30 | High-pressure coolant |
Feed rate is equally important but harder to tabulate simply, as it depends on hole diameter, machine rigidity, workholding and depth-to-diameter ratio. As a principle: increase feed in softer materials to avoid rubbing; reduce feed in hard materials to prevent overloading the cutting edge. For deep holes (depth greater than three times the diameter), use peck drilling cycles to aid chip evacuation and tool cooling.
Drill Bit Coatings: TiN, TiAlN, TiCN and Uncoated
Coatings are applied to the surface of drill bits (most commonly to HSS and HSCo) to improve wear resistance, reduce friction and increase surface hardness. They are not a substitute for choosing the correct substrate and geometry, but they can meaningfully extend tool life in the right application.
| Coating | Colour | Best Application | Key Benefit |
|---|---|---|---|
| TiN (Titanium Nitride) | Gold | General steel, mild to medium alloy | Increased surface hardness, reduced friction vs. uncoated |
| TiAlN (Titanium Aluminium Nitride) | Violet/dark | High-temperature applications, hardened steel, dry cutting | Excellent hot hardness; oxidation resistance up to 900°C |
| TiCN (Titanium Carbonitride) | Blue-grey | Non-ferrous metals, abrasive materials | Very hard surface; good adhesion resistance on aluminium |
| Uncoated | Silver/grey | Aluminium, copper, plastics | Sharp, clean edge without coating build-up that can cause adhesion |
Note that on aluminium and other soft, adhesive materials, uncoated or bright-finished tools are often preferable to coated ones. Certain coatings promote adhesion with aluminium, creating built-up edge more quickly than a polished, uncoated surface.
Shank Types and Drilling System Compatibility
The shank, the part of the drill bit held by the chuck or adaptor, comes in several forms, and compatibility with your spindle or chuck is non-negotiable.
Straight (Parallel) Shank
The most common type. Held in a Jacobs-style chuck or ER collet chuck. Suitable for most drilling applications up to around 13mm diameter in a standard chuck, or larger in a heavy-duty collet system. The main limitation is the clamping force, which is entirely friction-based.
Morse Taper Shank
Morse taper (MT) shanks are used on larger diameter drill bits and are held directly in a machine spindle or tailstock. The self-locking taper provides excellent rigidity and centreing. Common sizes are MT1 through MT5. Preferred for large-diameter drilling where the torque would overcome a straight-shank chuck.
Reduced Shank (Blacksmith's Drill)
Some larger diameter drills are supplied with a reduced parallel shank, for example a 25mm drill with a 13mm shank, so that they can be used in a standard chuck. Convenient but at the cost of reduced rigidity and torque capacity.
Knowing When to Regrind or Replace
One of the most overlooked aspects of drill bit selection is the end-of-life decision. A dull drill bit does not just cut poorly; it generates excessive heat, produces out-of-tolerance holes, can work-harden the workpiece and risks breakage. Identifying the right moment to regrind or replace is as important as choosing the right tool in the first place.
Signs that a drill bit needs attention include: a noticeable drop in penetration rate at the same spindle speed and feed; squealing or chattering during cutting; visible bluing or discolouration at the tip (indicating heat damage); a rough or oversized hole finish; or visible chipping on the cutting edges under a loupe or microscope.
HSS and HSCo drill bits can typically be reground multiple times before the geometry becomes unrecoverable. For larger diameter tools, anything above around 6mm, regrinding is almost always more economical than scrapping. Drill Service offers a professional regrinding service that restores cutting geometry to specification, extending tool life and reducing tooling spend significantly.
Solid carbide drill bits are also resharpenable, though the process requires specialised grinding equipment. In production environments, a tool management programme that tracks usage cycles and schedules regrinding proactively is far more cost-effective than waiting for tool failure.
Cost-per-hole thinking
When evaluating drill bit cost, always think in terms of cost-per-hole rather than purchase price. A carbide drill at five times the price of an HSS equivalent that lasts twenty times as long and cuts at twice the speed delivers a dramatically lower cost-per-hole, and that is before factoring in the cost of machine downtime, scrap parts and operator time when inferior tooling fails.
Specialist Drill Types for Specific Applications
Beyond the standard twist drill, a range of specialist drill designs exist for specific applications. Understanding when to reach for one of these can make a significant difference to productivity and hole quality.
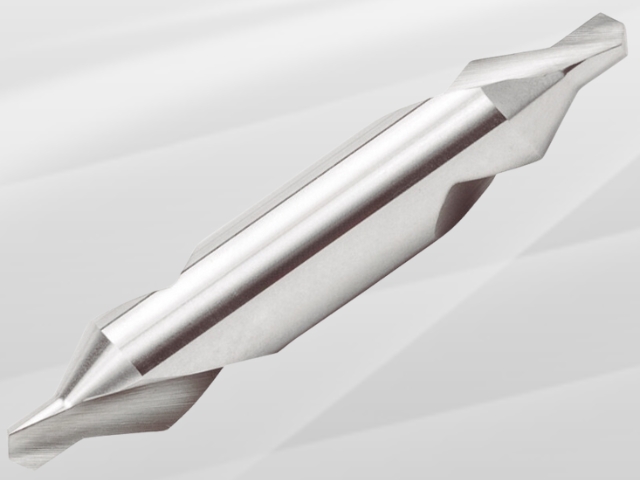
Spot Drills and Centre Drills
Used to create a precise starting point before drilling, particularly important when using long drills that might wander on entry. The short, rigid form of a spot drill resists deflection and leaves a chamfer that guides the following drill precisely.
Step Drills
Step drills cut multiple diameters in a single pass, ideal for sheet metal work where a clean, burr-free hole through thin material is required quickly. Less suited to thick-section machining where each step would have to work through significant material depth.
Gun Drills
For deep holes, typically greater than ten times the diameter, a gun drill offers the combination of external coolant supply and chip evacuation geometry needed to drill accurately at depth. Used extensively in oil and gas, automotive and mould-making applications.
Indexable Insert Drills
At larger diameters (typically above 12–14mm), indexable insert drills replace the solid cutting portion with replaceable carbide inserts. This eliminates the need to regrind or replace the full tool body, offering significant cost advantages in high-volume production. The tradeoff is that indexable systems typically produce holes with slightly less dimensional accuracy than solid drills.
Find the Right Drill Bit for Your Job
Drill Service stocks one of the UK's largest ranges of HSS, HSCo cobalt and solid carbide drill bits, with same-day despatch before 4pm on stocked lines and bespoke options available.